چرا سوراخهای پیچ در سازه فلزی همراستا درنمیآیند؟

چرا سوراخهای پیچ در سازه فلزی همراستا درنمیآیند؟
مقدمه
همراستا نبودن سوراخ پیچ در سازه فلزی یکی از مشکلاتی است که در ظاهر ساده به نظر میرسد، اما در کارگاه و محل نصب میتواند دردسر زیادی ایجاد کند. وقتی سوراخهای یک اتصال با هم جفت نمیشوند، نصب پیچ سخت میشود، قطعه بهدرستی نمینشیند و تیم اجرا مجبور میشود زمان زیادی برای اصلاح صرف کند. بعضیها در این شرایط سریع سراغ چکش، فشار، برقوکاری یا گشاد کردن سوراخ میروند. اما این کار همیشه راهحل درستی نیست. اول باید علت مشکل مشخص شود. گاهی خطا از نقشه و شاپ است، گاهی از نشانهگذاری، گاهی از سوراخکاری و گاهی هم از مونتاژ نادرست قطعات. اگر علت درست تشخیص داده نشود، اصلاح عجولانه میتواند مشکل اتصال را بیشتر کند.
علت همراستا نبودن سوراخ پیچ در سازه فلزی چیست؟
علت همراستا نبودن سوراخ پیچ در سازه فلزی معمولاً به یک عامل محدود نمیشود. در بسیاری از پروژهها چند خطای کوچک کنار هم قرار میگیرند و در نهایت هنگام نصب خودشان را نشان میدهند. ممکن است نقشه کارگاهی چند میلیمتر خطا داشته باشد، اپراتور محل سوراخ را کمی اشتباه نشانهگذاری کند، قطعه هنگام سوراخکاری خوب مهار نشده باشد یا دستگاه سوراخکاری ثبات کافی نداشته باشد. هرکدام از این خطاها شاید بهتنهایی خیلی بزرگ نباشند، اما وقتی روی یک اتصال پیچ و مهرهای جمع میشوند، سوراخها دیگر درست روبهروی هم قرار نمیگیرند.
در سازه فلزی، مخصوصاً در اسکلتهای پیچ و مهرهای، دقت سوراخها اهمیت زیادی دارد. پیچ باید بدون فشار غیرعادی وارد سوراخ شود و قطعات باید در موقعیت درست روی هم بنشینند. اگر برای جا رفتن پیچ مجبور شوید قطعه را بکشید، فشار بدهید یا با ضربه جابهجا کنید، یعنی یک جای کار ایراد دارد. این ایراد ممکن است مربوط به ساخت قطعه باشد یا به نصب در محل پروژه. به همین دلیل، اولین قدم در برخورد با سوراخهای جفتنشده، پیدا کردن ریشه خطاست؛ نه اصلاح سریع و بیبرنامه.
خطای نقشه؛ اولین علت همراستا نبودن سوراخ پیچ در سازه فلزی
قبل از اینکه اپراتور یا ابزار را مقصر بدانیم، باید نقشه و شاپ بررسی شود. اگر محل سوراخها در نقشه ساخت اشتباه باشد، حتی بهترین دستگاه سوراخکاری هم خروجی درست نمیدهد. در بعضی پروژهها، تغییرات اجرایی، اصلاحات لحظهای یا هماهنگ نبودن نقشههای مختلف باعث میشود اطلاعات اشتباه به کارگاه برسد. کارگاه هم بر اساس همان اطلاعات قطعه را میسازد و مشکل تازه در مرحله مونتاژ دیده میشود. در این حالت، همراستا نبودن سوراخها نتیجه اجرای بد نیست؛ نتیجه شروع کار با اطلاعات نادرست است.
برای جلوگیری از این مشکل، قبل از سوراخکاری باید نقشه کارگاهی، لیست قطعات، جهت نصب و الگوی سوراخها کنترل شود. این کار مخصوصاً برای اتصالات تکراری اهمیت دارد، چون اگر یک الگوی اشتباه روی چند قطعه تکرار شود، حجم اصلاحات بسیار زیاد میشود. بهتر است قبل از تولید انبوه، یک نمونه اولیه یا مونتاژ آزمایشی بررسی شود. این کار ساده میتواند جلوی دوبارهکاری گسترده را بگیرد. در پروژههای حرفهای، کنترل نقشه فقط کار دفتر فنی نیست؛ کارگاه هم باید قبل از اجرا، اطلاعات حساس مثل محل سوراخها را دوباره چک کند.
تاثیر نشانهگذاری اشتباه در همراستا نبودن سوراخهای پیچ
نشانهگذاری یکی از سادهترین مراحل کار به نظر میرسد، اما خطای آن میتواند کل اتصال را خراب کند. اگر مرکز سوراخ درست مشخص نشود، مته از همان ابتدا در جای اشتباه وارد قطعه میشود. این خطا ممکن است به خاطر استفاده از متر نامناسب، خواندن اشتباه اندازه، خطای اپراتور، نبود شابلون یا حرکت کردن قطعه هنگام علامتگذاری رخ دهد. گاهی هم خط روی قطعه واضح نیست و اپراتور با حدس و تجربه محل سوراخ را تعیین میکند. این روش در کارهای دقیق و تکراری قابل اعتماد نیست.
برای سوراخکاری سازه فلزی، نشانهگذاری باید دقیق، قابل تکرار و قابل کنترل باشد. استفاده از سنبه نشان، شابلون مناسب، ابزار اندازهگیری سالم و کنترل دوباره قبل از سوراخکاری اهمیت زیادی دارد. اگر قطعات مشابه زیادی دارید، بهتر است از الگوی سوراخکاری یا فیکسچر استفاده شود تا محل سوراخها در همه قطعات یکسان بماند. در پروژههایی که سرعت کار بالاست، حذف همین کنترلهای ساده میتواند باعث شود چندین قطعه با خطای مشابه تولید شوند. بعد هم تیم نصب مجبور میشود در محل پروژه وقت زیادی برای اصلاح آنها بگذارد.

تاثیر نشانهگذاری اشتباه در همراستا نبودن سوراخهای پیچ
تشخیص خطای نشانهگذاری
خطای نشانهگذاری معمولاً با چند نشانه ساده خودش را نشان میدهد. مثلاً یک یا دو سوراخ کمی جابهجا هستند، اما بقیه سوراخها درست مینشینند. یا اختلاف سوراخها در قطعات مشابه تقریباً تکرار میشود. این حالت نشان میدهد احتمالاً مشکل از الگوی علامتگذاری یا روش اندازهگیری است. اگر سوراخها در هر قطعه به شکل متفاوتی خطا دارند، باید مهار قطعه، حرکت مته و روش کار اپراتور هم بررسی شود. تشخیص این تفاوتها کمک میکند ریشه مشکل سریعتر پیدا شود.
در چنین شرایطی، بهتر است قبل از اصلاح سوراخ، قطعه با نقشه و قطعه مقابل مقایسه شود. اگر خطا کوچک و قابل اصلاح باشد، میتوان روش مناسب را با نظر فنی انتخاب کرد. اما اگر سوراخ در محل کاملاً اشتباه ایجاد شده باشد، گشاد کردن بیحساب آن فقط ظاهر مشکل را حل میکند و ممکن است کیفیت اتصال را پایین بیاورد. اینجا همان جایی است که کنترل کیفیت کارگاه باید جدی وارد شود.
ابزار نامناسب چطور باعث خطای سوراخکاری اسکلت فلزی میشود؟
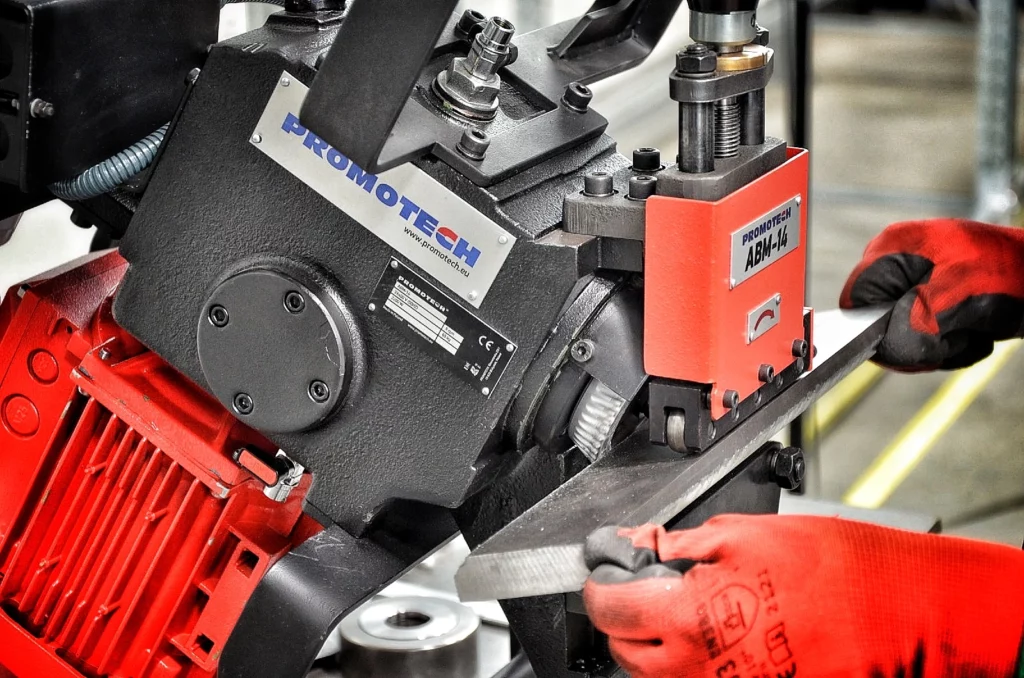
ابزار نامناسب یکی از دلایل مهم خطای سوراخکاری در اسکلت فلزی است. وقتی برای سوراخکاری تیرآهن یا ورق ضخیم از ابزار ضعیف، مته کند یا دستگاه ناپایدار استفاده شود، احتمال جابهجایی سوراخ بیشتر میشود. مته ممکن است روی سطح فلز راه برود، قطعه بلرزد یا سوراخ با زاویه نامناسب ایجاد شود. حتی اگر محل نشانهگذاری درست باشد، ابزار نامناسب میتواند خروجی را خراب کند. این مشکل در سوراخکاریهای پرتعداد بیشتر دیده میشود، چون خستگی اپراتور و کند شدن مته هم به خطا اضافه میشود.
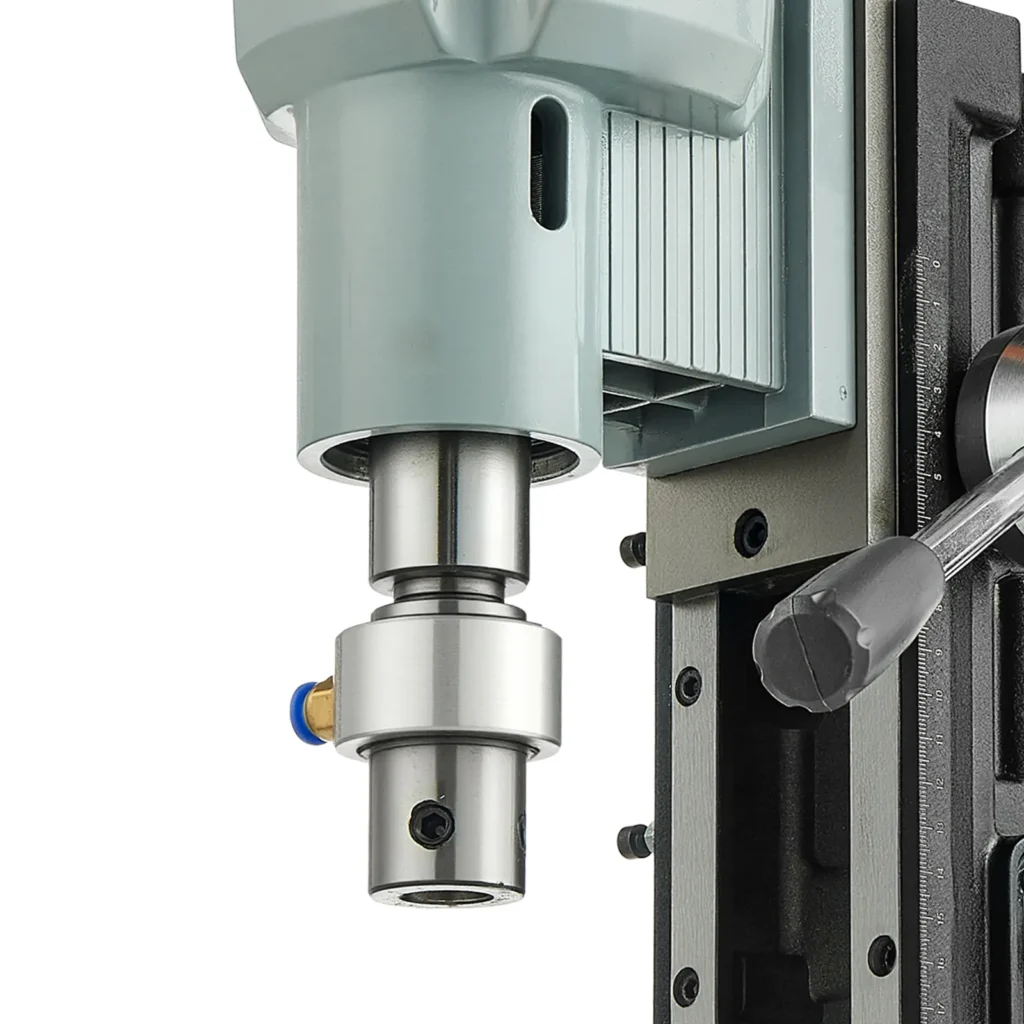
در چنین پروژههایی، دریل مگنت نقش مهمی دارد. پایه مغناطیسی دستگاه کمک میکند دستگاه روی سطح فلز ثابت بماند و سوراخکاری با کنترل بیشتری انجام شود. البته خود دریل مگنت هم باید با کار هماهنگ باشد. قدرت موتور، توان مگنت، ظرفیت سوراخکاری و سلامت دستگاه روی نتیجه نهایی اثر میگذارد. اگر پایه مگنت ضعیف باشد یا دستگاه روی سطح ناصاف قرار بگیرد، سوراخکاری دقیق سخت میشود. در کنار دستگاه، مته گردبر مناسب هم ضروری است. مته کند، بیکیفیت یا نامناسب برای جنس قطعه میتواند باعث لرزش، برش بد و خطای سوراخ شود.
نقش دریل مگنت و مته گردبر در دقت سوراخکاری
دریل مگنت و مته گردبر باید بهعنوان یک مجموعه انتخاب شوند. دستگاه خوب بدون مته مناسب نتیجه کامل نمیدهد و مته خوب هم روی دستگاه ناپایدار عملکرد درستی ندارد. برای سوراخکاری تیرآهن و ورق ضخیم، مته گردبر باکیفیت میتواند فشار کمتری به دستگاه وارد کند و سوراخ تمیزتری ایجاد کند. اگر قطر، عمق برش و نوع مته با پروژه هماهنگ باشد، احتمال خطای سوراخکاری کمتر میشود. همین موضوع در پروژههای پیچ و مهرهای اهمیت بیشتری دارد، چون چند میلیمتر اختلاف میتواند روند نصب را مختل کند.
در فروشگاه دریل مگنت رحمانی میتوان انتخاب دریل مگنت و مته گردبر را بر اساس نوع پروژه انجام داد. برای کارگاههایی که با اسکلت فلزی، سولهسازی و سوراخکاری تیرآهن سروکار دارند، انتخاب درست ابزار فقط یک خرید ساده نیست؛ بخشی از کنترل کیفیت کارگاه است. اگر ابزار درست انتخاب شود، احتمال جابهجایی سوراخ، کندی کار و دوبارهکاری کمتر میشود.

نقش دریل مگنت و مته گردبر در دقت سوراخکاری
مونتاژ نادرست؛ علت پنهان همراستا نبودن سوراخ پیچ در سازه فلزی
گاهی سوراخها در کارگاه درست ایجاد شدهاند، اما هنگام مونتاژ با هم جفت نمیشوند. در این حالت، مشکل ممکن است از تراز نبودن عضو، نشستن اشتباه قطعه، تاب داشتن ورق، پیچش تیر یا خطای نصب باشد. وقتی قطعه در جای درست خودش قرار نگیرد، سوراخها هم طبیعی است که روبهروی هم قرار نگیرند. این مشکل در محل پروژه بیشتر دیده میشود، چون شرایط نصب همیشه مثل کارگاه کنترلشده نیست. باد، محدودیت فضا، دسترسی سخت، وزن قطعات و عجله تیم اجرا میتواند دقت مونتاژ را پایین بیاورد.
در این شرایط، بستن اجباری پیچ با فشار یا ضربه کار درستی نیست. اگر قطعه با زور سر جای خود قرار بگیرد، ممکن است بعد از بستن اتصال، تنش اضافی در عضو یا اتصال باقی بماند. بهتر است قبل از اصلاح سوراخ، وضعیت تراز، راستا، نشیمن قطعه و ترتیب بستن پیچها بررسی شود. گاهی فقط با آزاد کردن چند پیچ، تنظیم دوباره قطعه و بستن مرحلهای اتصال، مشکل حل میشود. اما اگر الگوی سوراخ واقعاً با قطعه مقابل هماهنگ نباشد، باید اصلاح اصولی انجام شود.
آیا میتوان سوراخهای جفتنشده را در محل پروژه اصلاح کرد؟
اصلاح سوراخهای جفتنشده همیشه جواب یکسانی ندارد. اگر اختلاف کم باشد و از نظر فنی اجازه اصلاح وجود داشته باشد، ممکن است برقوکاری یا اصلاح کنترلشده سوراخ راهحل مناسبی باشد. اما اگر اختلاف زیاد باشد، سوراخ بیش از حد گشاد شود یا فاصله لبه و فاصله بین سوراخها به خطر بیفتد، اصلاح ساده دیگر کافی نیست. در چنین مواردی باید نظر مهندس، مسئول کنترل کیفیت یا فرد فنی پروژه گرفته شود. گاهی لازم است قطعه دوباره ساخته شود یا روش اصلاح خاصی اجرا شود.
نکته مهم این است که اصلاح در محل پروژه نباید به شکل سلیقهای انجام شود. گشاد کردن سوراخ با ابزار نامناسب، برش حرارتی بیدقت یا کشیدن قطعه با فشار زیاد میتواند مشکل را از حالت نصب به مشکل سازهای تبدیل کند. اگر سوراخ بیش از حد بزرگ شود، تماس مناسب پیچ با قطعه و عملکرد اتصال تحت تأثیر قرار میگیرد. برای همین، هر اصلاحی باید کنترلشده، قابل اندازهگیری و قابل تأیید باشد. در پروژههای حرفهای، «جا رفتن پیچ» بهتنهایی معیار درست بودن اتصال نیست.
جدول عیبیابی علت همراستا نبودن سوراخ پیچ در سازه فلزی
|
نشانه مشکل |
علت احتمالی |
راهحل پیشنهادی |
|
اختلاف کم بین دو سوراخ |
خطای نشانهگذاری یا تلرانس ساخت |
کنترل نقشه، بررسی قطعه و اصلاح اصولی با ابزار مناسب |
|
پیچ از یک سمت وارد میشود اما کامل رد نمیشود |
زاویه نامناسب سوراخ یا مهار ضعیف قطعه |
بررسی عمود بودن سوراخ و ثبات دستگاه هنگام سوراخکاری |
|
چند سوراخ یک اتصال جفت نمیشوند |
خطای شاپ، مونتاژ یا الگوی سوراخکاری |
توقف نصب و بررسی کل قطعه قبل از اصلاح |
|
سوراخ بعد از اصلاح خیلی بزرگ شده است |
برقوکاری یا گشادکاری غیرکنترلشده |
بررسی فنی اتصال و استفاده از روش اصلاح مجاز |
|
قطعه فقط با فشار زیاد جا میافتد |
تراز نبودن عضو یا خطای مونتاژ |
تنظیم دوباره قطعه و پرهیز از بستن اجباری پیچ |
|
خطا در چند قطعه تکرار شده است |
مشکل در شابلون، نقشه یا روش تولید |
توقف تولید و اصلاح الگوی سوراخکاری قبل از ادامه کار |
این جدول نشان میدهد که هر نوع ناهماهنگی یک معنی مشخص دارد. اگر فقط یک سوراخ کمی اختلاف داشته باشد، احتمالاً با یک خطای محدود روبهرو هستید. اما اگر چند سوراخ در یک اتصال جفت نمیشوند، باید موضوع را جدیتر بررسی کنید. در این حالت، اصلاح سریع میتواند باعث شود خطای اصلی پنهان بماند. بهتر است قبل از هر کاری، نقشه، قطعه مقابل، روش مونتاژ و ابزار سوراخکاری بررسی شود.
چطور از همراستا نبودن سوراخ پیچ در سازه فلزی جلوگیری کنیم؟
جلوگیری از این مشکل همیشه سادهتر و کمهزینهتر از اصلاح آن است. اگر کارگاه از همان ابتدا کنترل مناسبی روی نقشه، نشانهگذاری، فیکس کردن قطعه و انتخاب ابزار داشته باشد، احتمال خطا بسیار کمتر میشود. قبل از سوراخکاری قطعات پرتعداد، بهتر است یک نمونه کنترل شود. همچنین باید ابزار اندازهگیری سالم و دقیق باشد. گاهی خطا از دستگاه بزرگ نیست؛ از یک متر خراب، گونیا نامناسب یا شابلون ضعیف شروع میشود.
برای کاهش خطا، این موارد را جدی بگیرید:
- کنترل نقشه کارگاهی قبل از شروع سوراخکاری
- استفاده از سنبه نشان، شابلون یا فیکسچر مناسب
- مهار کامل قطعه قبل از سوراخکاری
- انتخاب دریل مگنت متناسب با ضخامت و نوع قطعه
- استفاده از مته گردبر سالم و مناسب برای جنس فلز
- کنترل نمونه اول قبل از تولید تعداد بالا
- بررسی مونتاژ آزمایشی قبل از ارسال قطعات به پروژه
رعایت این نکات باعث میشود خطا در همان کارگاه شناسایی شود، نه در محل نصب. وقتی قطعه به پروژه ارسال شد، اصلاح آن سختتر، پرهزینهتر و پرریسکتر است. به همین دلیل، کنترل کیفیت سوراخکاری باید بخشی از روند تولید باشد. کارگاهی که این مرحله را جدی میگیرد، در نصب سازه پیچ و مهرهای دردسر کمتری خواهد داشت.

چطور از همراستا نبودن سوراخ پیچ در سازه فلزی جلوگیری کنیم؟
سوالات متداول درباره همراستا نبودن سوراخهای پیچ در سازه فلزی
علت همراستا نبودن سوراخ پیچ در سازه فلزی چیست؟
این مشکل میتواند از خطای نقشه، نشانهگذاری اشتباه، ابزار نامناسب، حرکت قطعه هنگام سوراخکاری، مونتاژ نادرست یا تراز نبودن اعضا ایجاد شود. برای تشخیص درست، باید نقشه، قطعه، روش سوراخکاری و وضعیت نصب با هم بررسی شوند. اگر فقط به یک عامل توجه کنید، ممکن است علت اصلی مشکل را پیدا نکنید.
آیا میتوان سوراخهای جفتنشده را با چکش و فشار جا انداخت؟
خیر، این کار راهحل اصولی نیست. اگر قطعه فقط با فشار زیاد، ضربه یا کشیدن جا میافتد، یعنی اتصال در وضعیت طبیعی خودش قرار ندارد. این روش میتواند به قطعه، پیچ یا عملکرد اتصال آسیب بزند. بهتر است قبل از بستن پیچ، تراز قطعه و علت ناهماهنگی بررسی شود.
برقوکاری سوراخ پیچ همیشه مجاز است؟
برقوکاری میتواند در بعضی شرایط راهحل مناسبی باشد، اما همیشه مجاز نیست. اگر اختلاف زیاد باشد یا سوراخ بیش از حد بزرگ شود، عملکرد اتصال تحت تأثیر قرار میگیرد. بهتر است اصلاح سوراخ با ابزار مناسب و زیر نظر فرد فنی انجام شود. در پروژههای حساس، نظر مهندس یا کنترل کیفیت ضروری است.
دریل مگنت چطور دقت سوراخکاری تیرآهن را بیشتر میکند؟
دریل مگنت به کمک پایه مغناطیسی روی سطح فلز ثابت میشود و امکان سوراخکاری کنترلشدهتری فراهم میکند. وقتی دستگاه ثابت باشد، احتمال حرکت مته و جابهجایی سوراخ کمتر میشود. البته دقت نهایی به سلامت دستگاه، قدرت مگنت، سطح قطعه و انتخاب مته مناسب هم بستگی دارد.
مته گردبر چه نقشی در کیفیت سوراخ پیچ دارد؟
مته گردبر مناسب میتواند سوراخ تمیزتر، سریعتر و دقیقتری ایجاد کند. اگر مته کند، بیکیفیت یا نامناسب باشد، احتمال لرزش، داغ شدن و خطای سوراخکاری بیشتر میشود. برای سوراخکاری سازه فلزی، انتخاب مته باید بر اساس قطر سوراخ، ضخامت قطعه و جنس فلز انجام شود.
برای انتخاب ابزار سوراخکاری سازه فلزی از کجا مشاوره بگیریم؟
بهتر است برای انتخاب درست ابزار، با فروشگاهی مشورت کنید که دریل مگنت، مته گردبر و نیاز کارگاههای فلزی را تخصصی بشناسد. در فروشگاه دریل مگنت رحمانی میتوانید بر اساس نوع پروژه، ضخامت قطعات، قطر سوراخ و حجم کار، مشاوره خرید دریافت کنید.
جمعبندی؛ مشکل سوراخ پیچ را با فشار و زور حل نکنید
همراستا نبودن سوراخ پیچ در سازه فلزی فقط یک مشکل کوچک اجرایی نیست. این مشکل میتواند نشانه خطای نقشه، نشانهگذاری، ابزار، سوراخکاری، مونتاژ یا کنترل کیفیت باشد. اگر بدون بررسی علت، سوراخ را گشاد کنید یا قطعه را با فشار جا بیندازید، شاید پیچ در لحظه بسته شود، اما مشکل اصلی حل نشده است. در سازه فلزی، اتصال باید درست بنشیند و پیچ باید در شرایط مناسب بسته شود. هر اصلاحی باید با دقت، ابزار مناسب و نظر فنی انجام شود.
اگر در کارگاه یا محل پروژه با مشکل جفت نشدن سوراخهای پیچ روبهرو هستید، قبل از اصلاح عجولانه، علت خطا را بررسی کنید. انتخاب ابزار درست برای سوراخکاری، مثل دریل مگنت مناسب و مته گردبر باکیفیت، میتواند از بسیاری از خطاهای تکراری جلوگیری کند. در فروشگاه دریل مگنت رحمانی میتوانید برای انتخاب ابزار مناسب سوراخکاری سازه فلزی مشاوره بگیرید و مدلهای مختلف دریل مگنت و مته گردبر را بررسی کنید. یک انتخاب درست در زمان خرید، میتواند جلوی ساعتها دوبارهکاری در کارگاه و پروژه را بگیرد.
مته گردبر برای فولاد سخت؛ راهنمای انتخاب و افزایش عمر ابزار در پروژههای صنعتی
اگر میخواهید نسخه pdf این مقاله را داشته باشید، لطفا کلیک کنید.