روغن برش، واکس قلمی یا اسپری؟ بررسی فنی تفاوت روغنکاری داخلی و خارجی در سوراخکاری صنعتی

روغن برش، واکس قلمی یا اسپری؟ بررسی فنی تفاوت روغنکاری داخلی و خارجی در سوراخکاری صنعتی
مقدمه
آیا تا به حال بوی ناخوشایند سوختن فلز را هنگام سوراخکاری استشمام کردهاید؟ یا بدتر از آن، صدای جیغکشیدن مته گردبر و شکستن ناگهانی دندانههای آن را شنیدهاید؟ اینها کابوسهای شبانه هر مدیر کارگاه و اپراتور فنی هستند. بسیاری تصور میکنند که کیفیت پایین مته یا ضعف موتور دریل مگنت مقصر اصلی است. اما تجربه ۱۰ ساله ما در صنعت ابزارآلات سنگین نشان میدهد که در ۷۰ درصد مواقع، مقصر اصلی “سیستم خنککاری نامناسب” است. سایش و حرارت، دو دشمن قسمخوردهی ابزارهای برشی هستند. وقتی دو فلز سخت با سرعت ۴۰۰ دور در دقیقه به هم ساییده میشوند، حرارت در نقطه برش به بیش از ۶۰۰ درجه سانتیگراد میرسد. اگر این حرارت مدیریت نشود، سختی مته از بین میرود و لبههای برش کند میشوند. اینجاست که بحث حیاتی انتخاب روانکار مناسب (روغن، واکس یا اسپری) و درک تفاوت روغنکاری داخلی و خارجی مطرح میشود.
در این مقاله تخصصی، ما نه تنها انواع روانکارها را زیر ذرهبین میبریم، بلکه با تحلیل مهندسی، به شما میگوییم که چرا و کجا باید از سیستم داخلی یا خارجی استفاده کنید تا عمر متههای گرانقیمت خود را تا ۳ برابر افزایش دهید.
ماهیت حرارت در سوراخکاری و نیاز به روانکاری
قبل از بررسی تفاوت روغنکاری داخلی و خارجی، باید بدانیم چرا اصلا به روانکاری نیاز داریم. در عملیات سوراخکاری با دریل مگنت، مایع روانکار سه وظیفه حیاتی را همزمان انجام میدهد:
۱. خنککاری (Cooling): انتقال حرارت از منطقه برش برای جلوگیری از تغییر ساختار متالورژیکی مته و قطعهکار.
۲. روانکاری (Lubrication): کاهش ضریب اصطکاک بین بدنه مته و دیواره سوراخ، که منجر به کاهش مصرف انرژی موتور میشود.
۳. تخلیه براده (Chip Evacuation): کمک به خروج راحتتر برادهها از شیارهای مته و جلوگیری از گیر کردن آنها.
اشتباه در انتخاب روش مناسب، تمام این سه وظیفه را مختل میکند.
درک عمیق تفاوت روغنکاری داخلی و خارجی؛ کدام روش مهندسیتر است؟
در صنعت سوراخکاری مدرن، دو مکتب اصلی برای رساندن مایع به نوک مته وجود دارد. درک تفاوت روغنکاری داخلی و خارجی مرز بین یک سوراخکاری حرفهای و یک عملیات پرهزینه است.
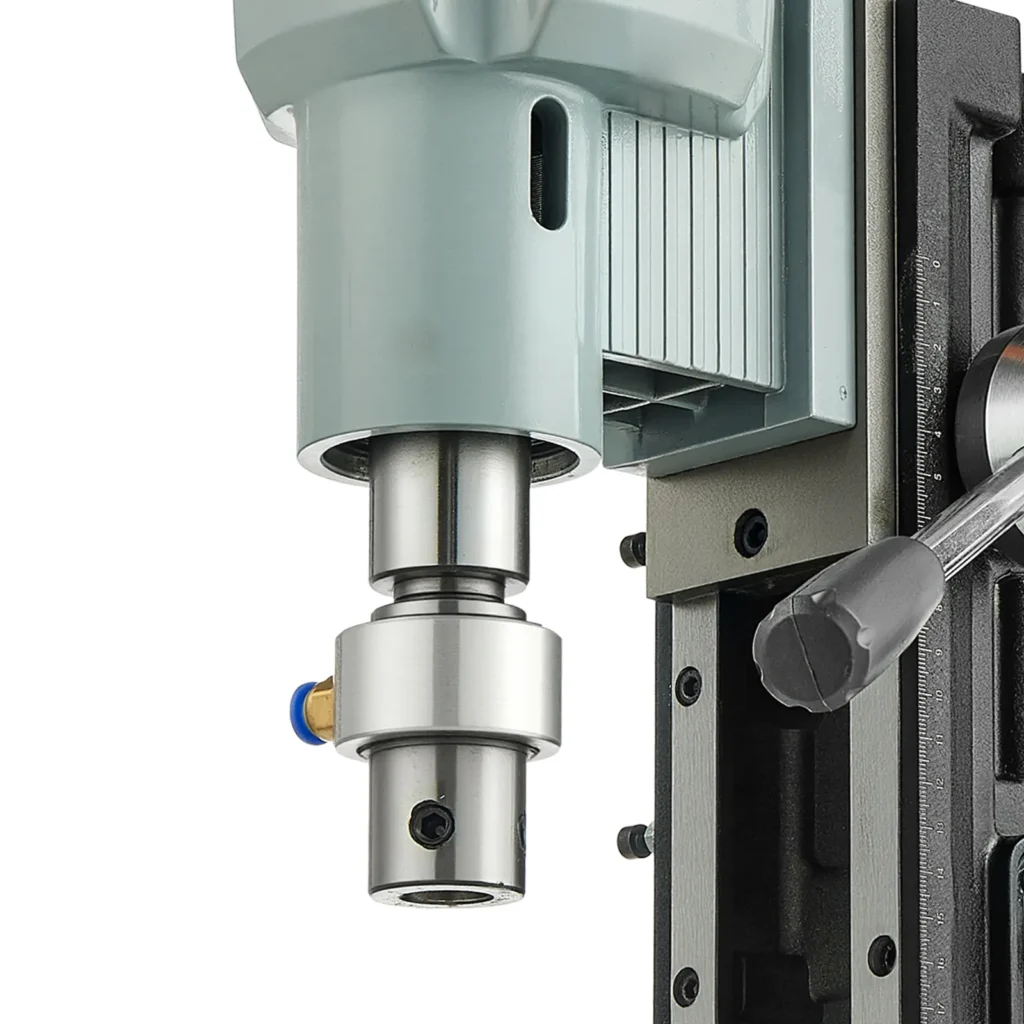
- سیستم روغنکاری داخلی؛ استاندارد طلایی
در این روش، مایع خنککننده (معمولا آبصابون یا روغن برش محلول در آب) از طریق یک مخزن که روی دستگاه نصب شده، وارد شفت یا ابزارگیر دستگاه میشود
مکانیزم عملکرد:
- مایع وارد ابزارگیر میشود.
- پین راهنما (پین پران) که وسط مته قرار دارد، نقش یک شیر اتوماتیک را بازی میکند.
- زمانی که پین به قطعهکار فشرده میشود و بالا میرود، مسیر مایع باز میشود.
- مایع از درون بدنه توخالی مته گردبر عبور کرده و دقیقاً از نوک دندانهها خارج میشود.
چرا این روش برتر است؟ اصلیترین تفاوت روغنکاری داخلی و خارجی در “نفوذ” است. وقتی سوراخ عمیق میشود (مثلا عمق ۵ سانتیمتر)، دسترسی به انتهای سوراخ دشوار است. در روش داخلی، مایع با فشار از مرکز به بیرون پمپاژ میشود. این کار باعث میشود برادهها با فشار مایع به بیرون پرتاب شوند و مته هرگز خشک کار نکند.

سیستم روغنکاری داخلی دریل مگنت
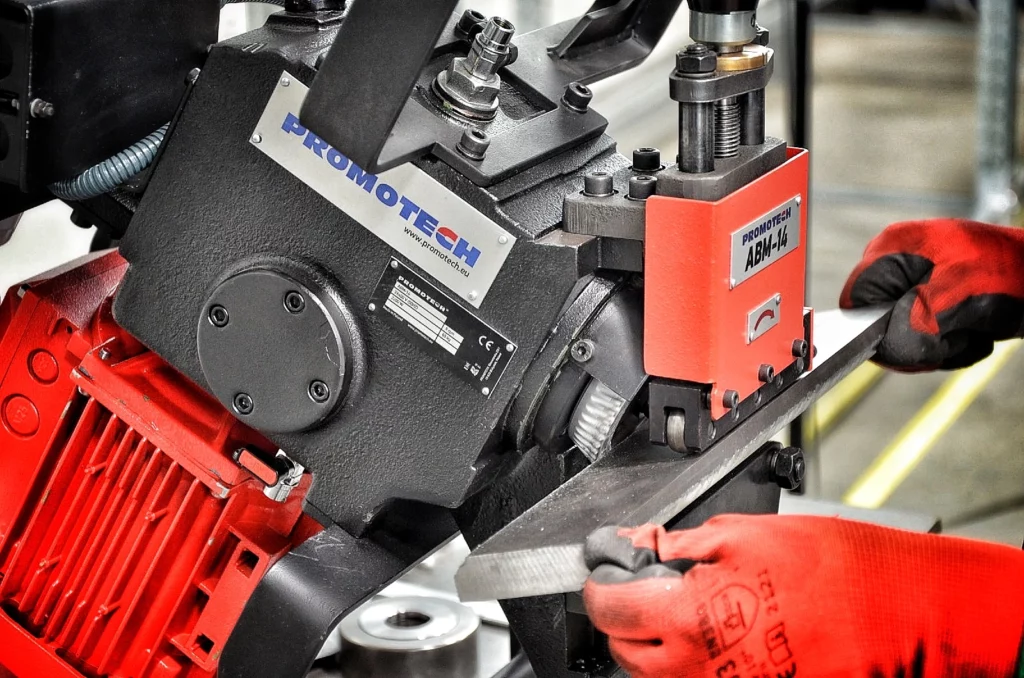
2. سیستم روغنکاری خارجی؛ روش سنتی
در این روش، اپراتور به صورت دستی و با استفاده از قمقمه، شیلنگ جداگانه یا اسپری، مایع را از بیرون روی مته میریزد.
چرا این روش در سوراخکاری عمیق شکست میخورد؟ مهمترین نکته در تفاوت روغنکاری داخلی و خارجی، مسئله “نیروی گریز از مرکز” است. وقتی مته با سرعت میچرخد، مایعی که از بیرون ریخته میشود، قبل از رسیدن به نوک مته و محل برش، توسط نیروی گریز از مرکز به اطراف پرتاب میشود. در واقع، مایع فقط بدنه بیرونی مته را خیس میکند و لبههای برنده که بیشترین حرارت را دارند، خشک و داغ باقی میمانند.

سیستم روغنکاری خارجی
بررسی انواع روانکارها: روغن، واکس یا اسپری؟
حالا که با تفاوت روغنکاری داخلی و خارجی آشنا شدیم، باید بدانیم کدام ماده برای کدام شرایط مناسب است. انتخاب ماده اشتباه میتواند به اندازه روش اشتباه مخرب باشد.
۱. روغن برش محلول در آب
این رایجترین نوع روانکار است. معمولا به صورت کنسانتره است و با نسبت ۱ به ۱۰ یا ۱ به ۲۰ با آب مخلوط میشود (همان آبصابون صنعتی).
- کاربرد: ایدهآل برای سیستمهای روغنکاری داخلی و سوراخکاری روی سطوح تخت و افقی.
- مزیت: ظرفیت گرمایی بالای آب باعث خنککاری عالی میشود و روغن موجود در آن اصطکاک را کم میکند.
- نقطه ضعف: برای کارهای سربالا (زیر سقف) مناسب نیست چون چکه میکند و روی اپراتور میریزد.
۲. اسپری خنککننده
این اسپریها معمولا پایه روغنی دارند و با فشار گاز خارج میشوند.
- کاربرد: مناسب برای شرایطی که دسترسی به آب نیست یا برای سوراخکاریهای کمعمق و سریع.
- مزیت: تمیزی بیشتر محیط کار و دید بهتر اپراتور روی قطعه.
- نقطه ضعف: قدرت خنککنندگی کمتری نسبت به جریان مداوم مایع دارد. در تفاوت روغنکاری داخلی و خارجی، اسپری معمولاً به عنوان روش خارجی استفاده میشود و برای سوراخهای عمیق توصیه نمیشود.
۳. واکس قلمی یا خمیر برش (Cutting Paste / Wax Stick)
این ماده غلیظ و جامد، قهرمان گمنام سوراخکاری در شرایط سخت است.
- کاربرد حیاتی: تنها گزینه ایمن و کارآمد برای سوراخکاری سربالا و افقی روی دیوار.
- مکانیزم: واکس را قبل از شروع کار به دندانههای مته میمالید و مقداری را داخل مته قرار میدهید. با گرم شدن مته، واکس ذوب شده و تبدیل به روغن میشود.
- مزیت: به دلیل چسبندگی بالا، چکه نمیکند و روی مته میماند.

بررسی انواع روانکارها: روغن، واکس یا اسپری؟
تاثیر تفاوت روغنکاری داخلی و خارجی بر عمر ابزار
آمار و ارقام در صنعت دروغ نمیگویند. تستهای آزمایشگاهی روی متههای گردبر HSS و TCT نتایج خیرهکنندهای را در خصوص تفاوت روغنکاری داخلی و خارجی نشان دادهاند:
- افزایش عمر مته: استفاده از سیستم داخلی میتواند عمر مته را تا ۴۰ درصد نسبت به روش خارجی افزایش دهد.
- کیفیت سطح: سوراخهایی که با روش داخلی ایجاد میشوند، دیوارههای صافتری دارند (رافنس کمتر)، زیرا برادهها سریع تخلیه شده و روی دیواره خش نمیاندازند.
- جلوگیری از شوک حرارتی: یکی از خطرات روش خارجی، ایجاد شوک حرارتی است. اگر مته داغ شود و ناگهان مایع سرد روی آن ریخته شود، متههای ترد (مثل الماسه) ترک میخورند. در روش داخلی، جریان مداوم مایع دمای مته را یکنواخت نگه میدارد.
جدول بررسی تفاوت روغنکاری داخلی و خارجی
برای درک بهتر تفاوت روغنکاری داخلی و خارجی و انتخاب ماده مناسب، به جدول زیر دقت کنید:
|
ویژگی / روش |
روغنکاری داخلی (با مایع) |
روغنکاری خارجی (دستی) |
استفاده از واکس قلمی |
|
قدرت خنککنندگی |
بسیار بالا (عالی) |
متوسط تا ضعیف |
متوسط |
|
توانایی تخلیه براده |
عالی (فشار از مرکز) |
ضعیف |
ضعیف |
|
مناسب برای سوراخ عمیق |
بله (ضروری) |
خیر |
تا حدودی |
|
مناسب برای کار سربالا |
خیر (خطرناک و کثیف) |
خیر |
بله (بهترین گزینه) |
|
عمر ابزار |
حداکثر |
متوسط |
خوب |
|
تمیزی محیط کار |
کم (پاشش مایع) |
متوسط |
عالی |
۴ نکته طلایی برای بهینهسازی سیستم با درک تفاوت روغنکاری داخلی و خارجی
برای اینکه بیشترین بهرهوری را داشته باشید و تفاوت روغنکاری داخلی و خارجی را در عمل لمس کنید، این نکات را رعایت کنید:
۱. بررسی پین پران: اگر سیستم داخلی کار نمیکند، اول پین پران را چک کنید. اگر پین کوتاه شده باشد یا کج باشد، دریچه مایع باز نمیشود.
۲. غلظت صحیح آبصابون: آب خالی باعث زنگزدگی دستگاه و مته میشود. روغن خالص هم خنککنندگی کمی دارد. ترکیب ۱ به ۱۰ (روغن به آب) معمولا استاندارد است.
۳. استفاده از کیتهای تزریق: اگر دریل مگنت شما مخزن ندارد، میتوانید از “ابزارگیرهای خنککننده دار” استفاده کنید که امکان اتصال شیلنگ را فراهم میکنند.
۴. تفاوت متریال مته: متههای HSS (فولاد تندبر) به حرارت حساسترند و حتما نیاز به روغنکاری مداوم (ترجیحا داخلی) دارند. متههای TCT (الماسه) مقاومترند، اما برای جلوگیری از شکستن الماسه، خنککاری باید یکنواخت باشد.
نتیجهگیری و انتخاب نهایی
در نهایت، درک تفاوت روغنکاری داخلی و خارجی فقط یک بحث تئوری نیست؛ بلکه مستقیما با سود و زیان پروژه شما در ارتباط است. اگر روی میز کار و قطعات تخت کار میکنید، بدون شک سیستم روغنکاری داخلی با مایع آبصابون بهترین گزینه است. اما اگر در حال نصب سازه در ارتفاع هستید و باید زیر سقف سوراخکاری کنید، واکس قلمی بهترین دوست شماست. روش پاشش دستی (خارجی) را تنها برای مواقع اضطراری یا سوراخهای بسیار کمعمق نگه دارید.
استفاده از تجهیزات خنککاری استاندارد، هزینهای جزئی در برابر قیمت متههای گردبر و زمان توقف پروژه دارد.
آیا هنوز مطمئن نیستید کدام روانکار یا سیستم خنککاری برای پروژه خاص شما مناسب است؟ در مجموعه کلینیک ابزار، ما مجموعهای کامل از انواع روغنهای برش صنعتی، واکسهای قلمی آلمانی و کیتهای خنککاری داخلی را برای انواع دریل مگنتها فراهم کردهایم. همین حالا با کارشناسان فنی ما تماس بگیرید تا با مشاورهای دقیق، جلوی خسارتهای پنهان کارگاهتان را بگیرید و راندمان سوراخکاری را به حداکثر برسانید.